汽车前灯装配工艺介绍,等离子表面处理机在粘接上面应用广泛!
文章导读:目前前灯的灯体由改性聚丙烯材料制作,配光镜(灯罩)材料由聚碳酸酯(PC)材料制作。聚丙烯属于结晶型材料,聚碳酸酯属于非结晶型材料,这两种材料在分子结构和性能有着较大地差异。在前灯的组装密封上面,等离子表面处理机效果非常不错,让粘接更加牢固也不易脱落。
目前前灯的灯体由改性聚丙烯材料制作,配光镜(灯罩)材料由聚碳酸酯(PC)材料制作。聚丙烯属于结晶型材料,聚碳酸酯属于非结晶型材料,这两种材料在分子结构和性能有着较大地差异。在前灯的组装密封上面,等离子表面处理机效果非常不错,让粘接更加牢固也不易脱落。
灯体所用改性PP型号为PP-T20或PP-T40,其以共聚PP为底料,T20,T40分别表示滑石粉的20%,40%的含量,滑石粉主要成分是一种含水的硅酸镁,理论上的化学式为3Mg·4SiO2·H2O。随产地不同,其组成亦有所不同,塑料改性其粒径根据用途和塑料品种的不同可从300目到3000目不等。采用滑石粉改性是改善PP的缺点的有效方法,增加改性材料的热变形温度,成型收缩率减少,改性材料的弯曲模量逐步增加,具有高刚性、高耐热性、高硬度和较好的流动性、收缩小、耐冲强度等[6]。同时改性PP的电绝缘性和耐化学腐蚀性强,耐疲劳性好,在通用塑料中它的力学性能和耐热性最高,相对于其他塑料来说,价格优势明显。也有以共聚聚丙烯材料为底料,使用玻纤进行改性,主要用于前雾灯灯体制作。
 聚碳酸酯具有机械强度高、使用温度范围广、电绝缘性能好、尺寸稳定性好、透明性好等特点被广泛使用于车灯配光镜和其他零部件。PC用于配光镜(灯罩)替代了原来玻璃灯罩,PC灯罩具有玻璃透明、不易变色的特点,使用PC的抗冲击强度比玻璃高250倍,比聚甲基丙烯酸甲酯玻璃板材高30倍,重量比玻璃的轻得多。前灯配光镜选用光学性PC透光率在90%以上。由于PC的耐磨性和耐候性比较差,用做配光镜(灯罩)必须经过UV和超硬涂膜后能提高表面硬度、耐磨性和耐候性。
聚碳酸酯具有机械强度高、使用温度范围广、电绝缘性能好、尺寸稳定性好、透明性好等特点被广泛使用于车灯配光镜和其他零部件。PC用于配光镜(灯罩)替代了原来玻璃灯罩,PC灯罩具有玻璃透明、不易变色的特点,使用PC的抗冲击强度比玻璃高250倍,比聚甲基丙烯酸甲酯玻璃板材高30倍,重量比玻璃的轻得多。前灯配光镜选用光学性PC透光率在90%以上。由于PC的耐磨性和耐候性比较差,用做配光镜(灯罩)必须经过UV和超硬涂膜后能提高表面硬度、耐磨性和耐候性。
由灯罩和灯体通过采用黏胶黏接式进行装配。黏胶使用的热熔胶由SIS(苯乙烯-异戊二烯-苯乙烯共聚物)树脂,增黏树脂,EVA,钛白粉,增塑剂,色母料等加热熔化后制成,热熔胶对黏接的要求不同,内在的比例可需要调整,其基本成分不变。案例中微车前照灯使用热熔胶牌号:HX-74GBA灰色,与灯体颜色保持一致。热熔胶的颜色目前使用的较多的黑色与灰色,前灯灯体颜色以黑色为多。
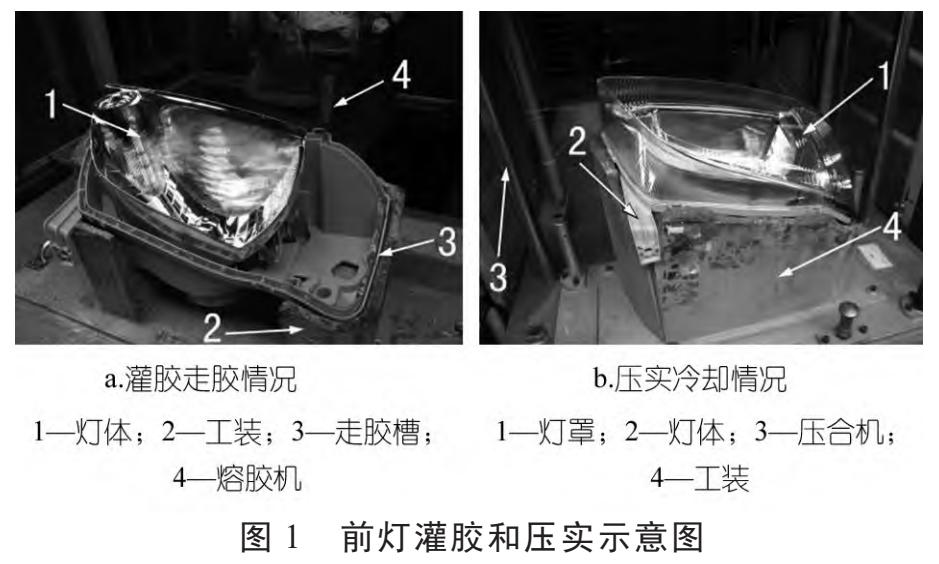
其基本工艺:热熔胶经过溶胶机(设置温度180~190℃)溶化后进入溶胶头,溶胶头的动作由电脑控制着,根据灯体上灌胶槽走向调整到位,对溶胶量用电子秤进行确认,溶胶头走胶动作、时高时低和走胶速度等都有电脑进行调整后,一般要进行2~4件走胶试验进行过程确认。生产时,员工操作将灯体放平在工装里,启动开关,溶胶头开始灌胶,走胶速度4m/min。灌胶完(如图1所示),再进入下工序,用灯罩进行压入灯体中,进行压实和冷却,其工作压力0.4~0.5MPa,压实和冷却时间10s,装配其他零件后进行密封试验和调光过程。为了保证溶胶与灯体的黏合性,避免注塑中使用脱模剂的因素,现在增加一般在溶胶前,增加一道火焰处理工序,在灌胶槽上用火焰处理一次,确保溶胶的黏合性,火焰处理工序由机械手按指令操作。
 热熔胶起到密封和黏接作用,其耐热性和黏接强度较低,遇到气候或者环境变化较大时热熔胶会发生松弛或膨胀,导致黏接强度降低,容易造成局部漏气,影响整灯的气密要求。一般在整个灯体周围设置必要的孔状型和灯罩上的搭扣,限制热熔胶膨胀带来的不利因素,如图2所示。
热熔胶起到密封和黏接作用,其耐热性和黏接强度较低,遇到气候或者环境变化较大时热熔胶会发生松弛或膨胀,导致黏接强度降低,容易造成局部漏气,影响整灯的气密要求。一般在整个灯体周围设置必要的孔状型和灯罩上的搭扣,限制热熔胶膨胀带来的不利因素,如图2所示。
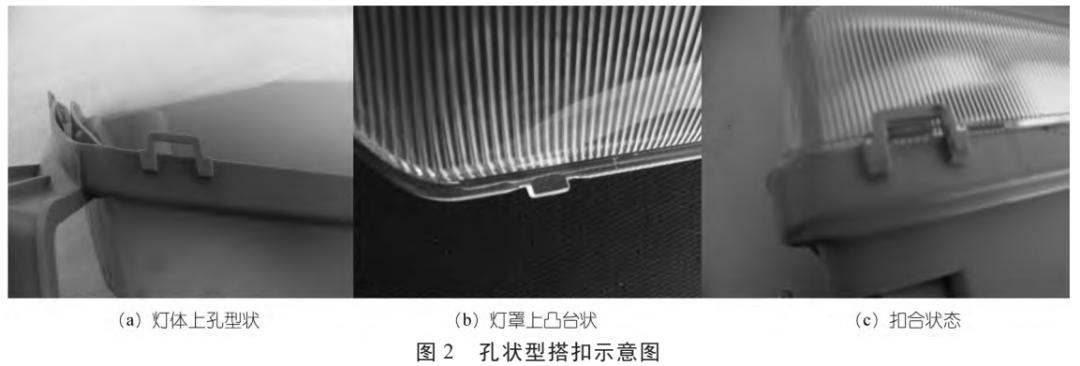 用灯罩压入灯体中时,灯罩上凸台状在下压力的作用下,将灯体上孔型状上边缘挤开,灯罩上凸台状直接装入灯体上孔型里,一般一个灯体周围有6~8个搭扣,都是防止热熔胶的膨胀,应在装配后型孔与凸台之间不允许留有空隙的,否则给膨胀留有了余地。本案例中前照灯上设置了六个搭扣结构。在有的灯体与灯罩配合时,扣合的距离相处较远时,为了防止热熔胶膨胀造成局部漏气的情况,也是设置用自攻螺钉结构加以固定。如图3中带颜色所示位置均用自攻螺钉穿过灯罩固定在灯体上。
用灯罩压入灯体中时,灯罩上凸台状在下压力的作用下,将灯体上孔型状上边缘挤开,灯罩上凸台状直接装入灯体上孔型里,一般一个灯体周围有6~8个搭扣,都是防止热熔胶的膨胀,应在装配后型孔与凸台之间不允许留有空隙的,否则给膨胀留有了余地。本案例中前照灯上设置了六个搭扣结构。在有的灯体与灯罩配合时,扣合的距离相处较远时,为了防止热熔胶膨胀造成局部漏气的情况,也是设置用自攻螺钉结构加以固定。如图3中带颜色所示位置均用自攻螺钉穿过灯罩固定在灯体上。
 这里顺便介绍前雾灯情况。本案灯罩由玻璃制作,灯体是PP加玻纤改性材料制作,灯罩和灯体采用黏胶黏接式进行装配。使用单组份室温硫化硅橡胶;溶胶牌号:WR7218黑色。灌胶操作工艺同上述前照灯一样,只是将玻璃灯罩压入在灯体内,进行压实。经过24h的固化后才能进行气密检查。采用金属搭扣固定在灯罩与灯体之间,防止冷胶在固化过程中异常变化(如图4所示)。用金属搭扣同上述的前照灯搭扣原理是一样的,本案前雾灯用了三个金属搭扣就可以了。
这里顺便介绍前雾灯情况。本案灯罩由玻璃制作,灯体是PP加玻纤改性材料制作,灯罩和灯体采用黏胶黏接式进行装配。使用单组份室温硫化硅橡胶;溶胶牌号:WR7218黑色。灌胶操作工艺同上述前照灯一样,只是将玻璃灯罩压入在灯体内,进行压实。经过24h的固化后才能进行气密检查。采用金属搭扣固定在灯罩与灯体之间,防止冷胶在固化过程中异常变化(如图4所示)。用金属搭扣同上述的前照灯搭扣原理是一样的,本案前雾灯用了三个金属搭扣就可以了。
 在采用黏胶黏接工艺中,对灯体的生产过程中禁止使用脱模剂和一切带油迹物品,遇到灯体上油迹时,溶胶与灯体没有黏附住,影响灯具的气密性,黏胶是忌油迹的。
在采用黏胶黏接工艺中,对灯体的生产过程中禁止使用脱模剂和一切带油迹物品,遇到灯体上油迹时,溶胶与灯体没有黏附住,影响灯具的气密性,黏胶是忌油迹的。
,等真空离子清洗机,等离子清洗设备,常压大气和低压真空型低温等离子表面处理设备,大气低温等离子表面处理系统,大气常压收放卷等离子表面 设备处理的国家高新技术企业,赢咖7严格执行ISO9001质量体系管理,生产的等离子清洗机通过欧盟CE认证,为电子、半导体封装、汽车、yi疗等领域的客户提供清洗、活化、刻蚀、涂覆的等离子表面处理解决方案,是行业内值得信赖的等离子清洗机厂家。如果您想要了解关于产品的详细内容或在设备使用中存在疑问,欢迎点击赢咖7的在线客服进行咨询,或者直接拨打全国统一 服务热线400-816-9009,赢咖7随时恭候您的来电!
灯体所用改性PP型号为PP-T20或PP-T40,其以共聚PP为底料,T20,T40分别表示滑石粉的20%,40%的含量,滑石粉主要成分是一种含水的硅酸镁,理论上的化学式为3Mg·4SiO2·H2O。随产地不同,其组成亦有所不同,塑料改性其粒径根据用途和塑料品种的不同可从300目到3000目不等。采用滑石粉改性是改善PP的缺点的有效方法,增加改性材料的热变形温度,成型收缩率减少,改性材料的弯曲模量逐步增加,具有高刚性、高耐热性、高硬度和较好的流动性、收缩小、耐冲强度等[6]。同时改性PP的电绝缘性和耐化学腐蚀性强,耐疲劳性好,在通用塑料中它的力学性能和耐热性最高,相对于其他塑料来说,价格优势明显。也有以共聚聚丙烯材料为底料,使用玻纤进行改性,主要用于前雾灯灯体制作。
由灯罩和灯体通过采用黏胶黏接式进行装配。黏胶使用的热熔胶由SIS(苯乙烯-异戊二烯-苯乙烯共聚物)树脂,增黏树脂,EVA,钛白粉,增塑剂,色母料等加热熔化后制成,热熔胶对黏接的要求不同,内在的比例可需要调整,其基本成分不变。案例中微车前照灯使用热熔胶牌号:HX-74GBA灰色,与灯体颜色保持一致。热熔胶的颜色目前使用的较多的黑色与灰色,前灯灯体颜色以黑色为多。
其基本工艺:热熔胶经过溶胶机(设置温度180~190℃)溶化后进入溶胶头,溶胶头的动作由电脑控制着,根据灯体上灌胶槽走向调整到位,对溶胶量用电子秤进行确认,溶胶头走胶动作、时高时低和走胶速度等都有电脑进行调整后,一般要进行2~4件走胶试验进行过程确认。生产时,员工操作将灯体放平在工装里,启动开关,溶胶头开始灌胶,走胶速度4m/min。灌胶完(如图1所示),再进入下工序,用灯罩进行压入灯体中,进行压实和冷却,其工作压力0.4~0.5MPa,压实和冷却时间10s,装配其他零件后进行密封试验和调光过程。为了保证溶胶与灯体的黏合性,避免注塑中使用脱模剂的因素,现在增加一般在溶胶前,增加一道火焰处理工序,在灌胶槽上用火焰处理一次,确保溶胶的黏合性,火焰处理工序由机械手按指令操作。
,等真空离子清洗机,等离子清洗设备,常压大气和低压真空型低温等离子表面处理设备,大气低温等离子表面处理系统,大气常压收放卷等离子表面 设备处理的国家高新技术企业,赢咖7严格执行ISO9001质量体系管理,生产的等离子清洗机通过欧盟CE认证,为电子、半导体封装、汽车、yi疗等领域的客户提供清洗、活化、刻蚀、涂覆的等离子表面处理解决方案,是行业内值得信赖的等离子清洗机厂家。如果您想要了解关于产品的详细内容或在设备使用中存在疑问,欢迎点击赢咖7的在线客服进行咨询,或者直接拨打全国统一 服务热线400-816-9009,赢咖7随时恭候您的来电!
赢咖7推荐





行业资讯
- 医疗导管等离子蚀刻机介绍
- 赢咖7注册通过高新技术企业重新认定
- 我国新能源汽车销量蝉联全球第一,新能源汽车促进等离子清洗机表面处理事业发展!
- 苹果发布两颗芯片:M2 Pro 和 M2 Max,等离子清洗机能够应用在上面吗?
- 2022年硬盘出货量:大幅下跌,接近腰斩,这对等离子清洗机有什么样影响呢?
- 博世在苏州投资建立新能源汽车核心部件及自动驾驶研发制造基地,促进等离子清洗机行业发展!
- 2022年汽车销量2686.4万,新能源市场占有率达到25.6%,等离子清洗机的能够带来什么变化?
- 确保芯片供应充分,重塑汽车产业集群,等离子清洗机成为汽车领域的一员呢?
- 电子后视镜正式在我国获批,新的市场出现,等离子清洗机能够做哪些工作呢?
- 中国半导体销售,同比大跌21.2%,等离子清洗机如何发展半导体方面的表面处理工艺?